[et_pb_section bb_built=”1″ admin_label=”section” custom_padding=”0px||0px|”][et_pb_row admin_label=”row” custom_padding=”27px|0px|9px|0px”][et_pb_column type=”2_3″][et_pb_text admin_label=”Text” background_layout=”light” text_orientation=”left” use_border_color=”off” border_color=”#ffffff” border_style=”solid”]
Should you use shielded wire or not? I don’t use any shielded wire on my DIY CNC, and I haven’t had any noise or ‘phantom triggers’. I do notice interference (like a ‘fuzzyness’) on my computer monitor when I hit the power to my stepper motors, however, but that is only mildly annoying.
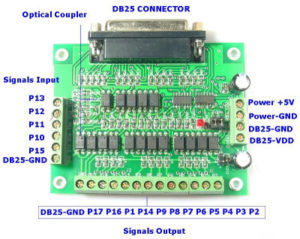
The input pins on the HobbyCNC boards are fairly high impedance, being pulled-up with a 10k resistor. There is a potential for induced noise to creep into these signal lines. One of my customers was having a devil of a time with false triggers stopping his milling jobs. He added shielded wiring – no improvement. So we tried the solution I run on my machine – an opto isolator board (Fig 1).
But not just any cheap-ass opto board. I designed my opto board to have a very low impedance to minimize the impact of any induced voltages. I also designed each circuit to have it’s own 20mA current-source to allow the addition of LEDs in the wiring to add convenient indication of current flow without having to change any parts on the opto board (more on this in another post). We tested the board, and I’m pleased to say that, so far, there are zero phantom triggers.
The purpose of such a board is to electrically isolate delicate components (like your computer) from ugly, real-world possibilities, like putting a voltage on a wire that could fry your PC. Better to blow an Opto board instead.
Properly powering the Opto board matters a great deal. Imagine the opto board has two ‘halves’ – one half is not isolated, and it connects to your sensitive computer. The other half must have it’s own completely independent, fully isolated power supply, connected to nothing else. Using any power source from your PC or any other power supply in your system will completely invalidate the isolation. I have no idea how often this happens, but I’d guess too often.
Also, I made my own ‘twisted pair’ wiring for my limit and home switches. I take two wires, clamp one end in a vice and the other into the chuck of my hand drill. Pull taut, pull the trigger, and walk toward the vise as the wires twist, keeping gentle but steady pull on the wires.
Summary: skip the shielding (though it won’t hurt anything if applied correctly), use twisted-pair for your limit and home switch wiring, and if that’s not enough, add an opto board (which isn’t a bad idea on general principle).
[/et_pb_text][/et_pb_column][et_pb_column type=”1_3″][et_pb_image admin_label=”Image” src=”https://hobbycnc.com/wp-content/uploads/2017/04/My_vs_Cheap.jpg” show_in_lightbox=”on” animation=”off” sticky=”on” /][et_pb_text admin_label=”Text”]
Fig 1. HobbyCNC prototype opto board (left) vs. cheap, basic opto board.
[/et_pb_text][et_pb_image admin_label=”Image” src=”https://hobbycnc.com/wp-content/uploads/2017/04/Opto_installed.jpg” show_in_lightbox=”on” sticky=”on” /][et_pb_text admin_label=”Text”]
Fig 2. HobbyCNC prototype opto board installed in customer system.
[/et_pb_text][/et_pb_column][/et_pb_row][/et_pb_section]
 So I’m trying KiCAD. It’s free. This is good. It seems to have good community support. The core concepts are the same as any schematic capture software, but the implementation is different. KiCAD is different enough from Eagle that there is some learning involved. Nevertheless, I got a working schematic in and a PC Board designed. KiCAD has a built-in 3D viewer which I found to be super-cool.
So I’m trying KiCAD. It’s free. This is good. It seems to have good community support. The core concepts are the same as any schematic capture software, but the implementation is different. KiCAD is different enough from Eagle that there is some learning involved. Nevertheless, I got a working schematic in and a PC Board designed. KiCAD has a built-in 3D viewer which I found to be super-cool.